版权所有:山东凯时国际数控机床有限公司 备案号:鲁ICP备09023403号-3 cnc加工中心 | 数控车床 | 加工中心招聘 | xml地图| 网站地图
山东加工中心厂家提供数控加工中心报价,主要包括四轴加工中心报价、五轴加工中心报价、立式加工中心价格、龙门加工中心报价、卧式加工中心报价。
|
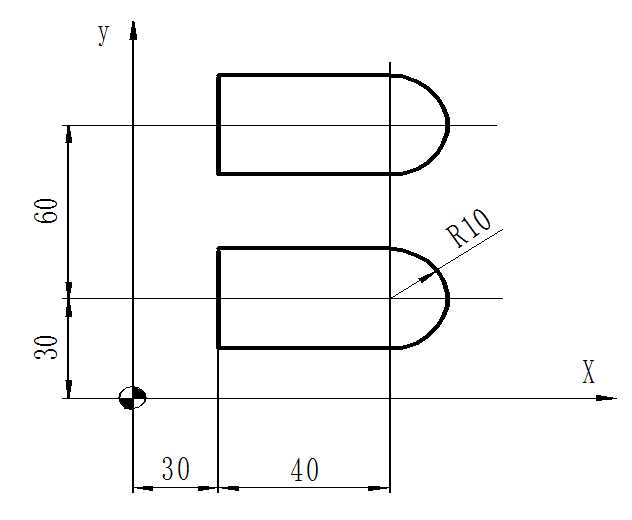
N1 G92 X0 Y0 Z50 N2 M03 S500 N3 G00 X19 Y24 N4 Z5 N5 G01 Z-3 F40 N6 Y56 N7 G02 X29 Y66 R10 (N7 G02 X29 Y66 I10) N8 G01 X71 N9 G02 X81 Y56 R10 (N9 G02 X81 Y56 J-10) N10 G01 Y24 N111 G02 X71 Y14 R10 (N11 G02 X71 Y14 I-10) N12 G01 X29 N13 G02 X19 Y24 R10 (N13 G02 X19 Y24 J10) N14 G00 Z50 N15 X0 Y0 N16 M30 |
 |
|
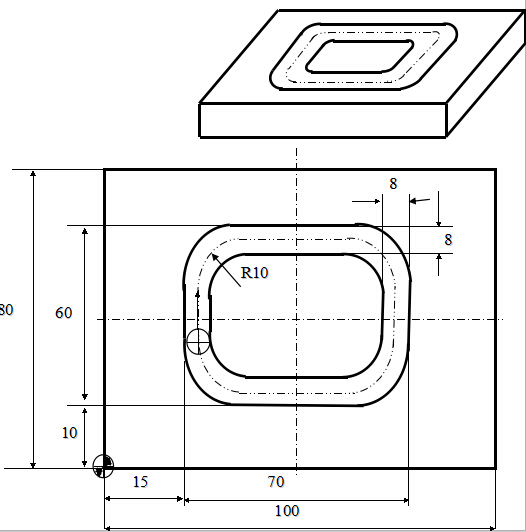
子程序 O100; N10 G91 G00 Z-95.0; N20 G41 X40.0 Y20.0 D01; N30 G01 Z-15.0 F100.0; N40 Y30.0; N50 X-10.0; N60 X10.0 Y30.0; N70 X40.0; N80 X10.0 Y-30.0; N90 X-10.0; N100 Y-20.0; N110 X-50.0; N120 Z110.0; N130 G40 X-30.0 Y-30.0 M99; |