一、加工中心基本编程指令G代码
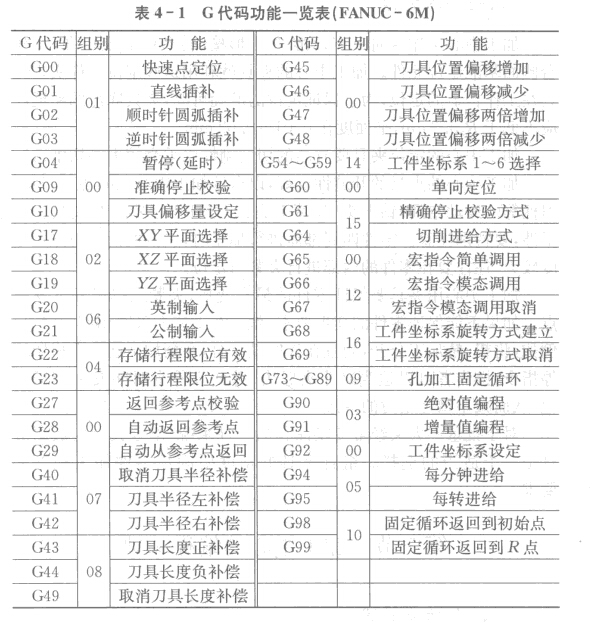
准备功能也称G功能或G代码,加工中心数控系统为FAINUC -6M系统的G代码如表4一1所示。需要注意的是.当一个程序中指定了两个以上属于同级的G代码时,则仅*后一个被指令G代码有效;有固定指令程序段中,如果规定了01组中任何G代码,固定功能就被自动取消,系统处于G80状态,而且01组G代码不受任何固定循环G代码的影响。
二、加工中心基本编程指令辅助功能代码
辅助功能代码是用地址字M及两位数字来表示的,主要用于机床加工操作时的工艺性指令.如主轴的启停、切削液的开关等。
(1)MO程序停止:MO实际上是一个暂停指令。当执行有MO指令的程序段后,主轴停转、进给停止、切削液关、程序停止。它像执行单个程序段操作一样,把状态信息全部保存起来。利用NC-START命令启动,可使机床继续运转。
(2)MI选择停止:该指令的作用和MO相似.但它必须是在预先按下操作面板上“任选停止”按钮的情况下。当执行完编有M1指令的程序段的其他指令后.才会停止执行程序.如果不按下“任选停止”按钮,M1指令无效,程序继续执行。
(3) M2程序结束:该指令用于程序全部结束。执行该指令后,机床便停止自动运转、切削液关。该指令常用于机床复位。
(4) M3:主轴顺时针方向旋转。
(5) M4:主轴逆时针方向旋转。
(6) M5:主轴停止。
(7) M6:换刀。
(8) M7:切削液开。
(9) M9:切削液关。
(10)M17:子程序结束。
(11) M30:程序结束,类似M2